






 23 July 2026
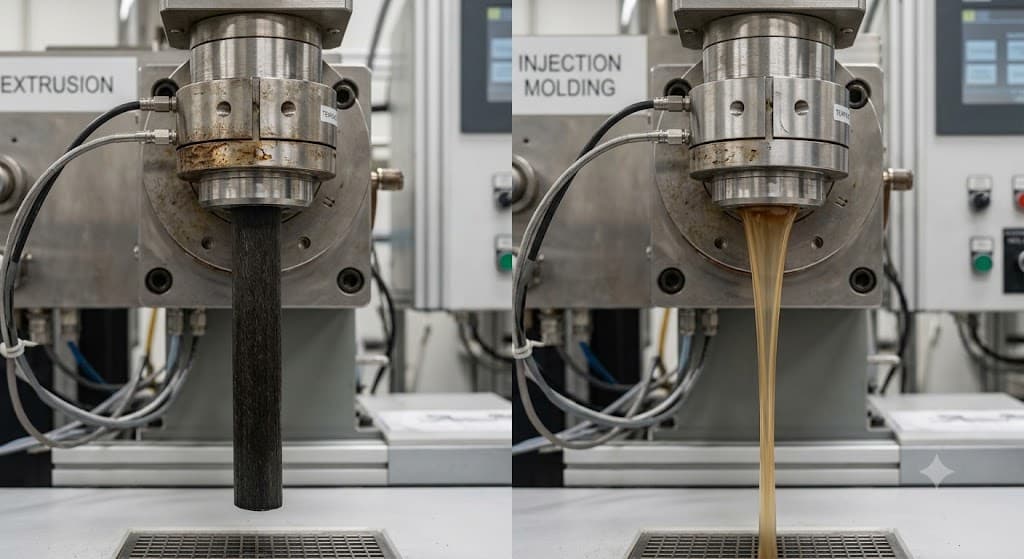
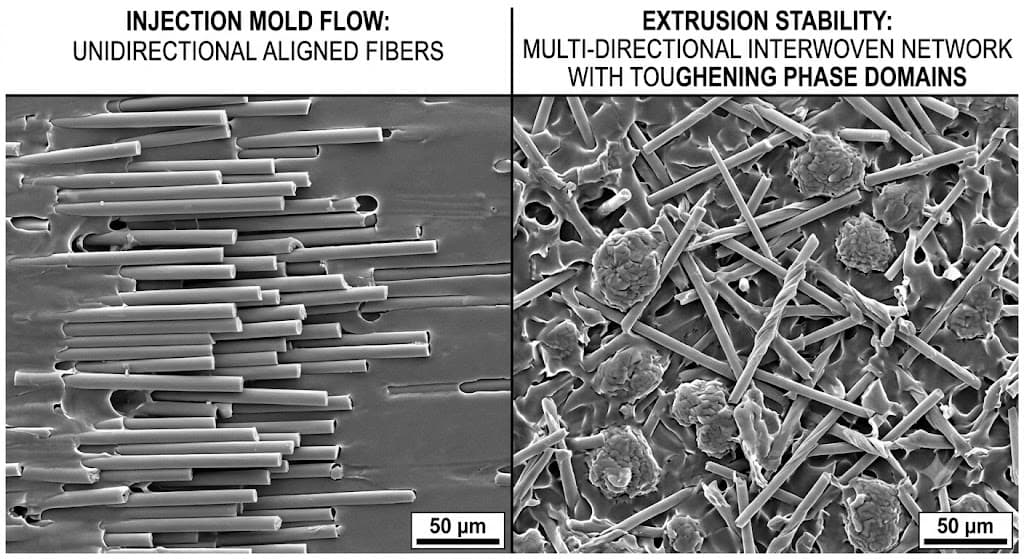
23 July 2026Crystallization kinetics and thermal shrinkage behavior represent another critical performance domain. Injection molding relies on mold cooling channels for rapid thermal extraction, forcing crystallization under geometric confinement where shrinkage is managed by packing pressure and mold temperature. Extrusion relies on free-state gradient cooling via water baths or air streams, where thermal differentials from the outer skin to the core induce internal residual stresses, risking post-processing warpage or environmental stress cracking. To mitigate this, extrusion formulations employ controlled crystallization systems, avoiding aggressive nucleating agents to reduce anisotropic shrinkage driven by thermal gradients. Conversely, injection grades frequently incorporate nucleating additives (e.g., fine talc or organic nucleators) to accelerate crystallization rates, shorten cycle times, and maximize flexural modulus. Applying a fast-crystallizing injection grade to profile extrusion often results in internal voids or severe warpage due to premature skinning and uneven volumetric contraction. Equipment parameter compatibility serves as the ultimate benchmark for formulation design. Injection screws typically exhibit length-to-diameter ratios of 18:1 to 22:1, optimized for fast plasticization and high-pressure injection. Extrusion screws demand ratios of 30:1 to 40:1 or higher, emphasizing homogeneous melt quality, thermal uniformity, and low-shear processing. Processing low-viscosity injection-grade nylon on an extrusion line fails to generate sufficient backpressure, leading to vent flooding or output surge. Conversely, running high-viscosity extrusion grades on injection machinery requires extreme injection pressures and melt temperatures, inducing thermal-shear degradation, gas entrainment, and yellowing, while generating excessive residual stress that compromises structural integrity during assembly. A precise understanding of molecular weight distribution, melt strength, crystallization dynamics, and shear sensitivity bridges material science with production reality, enabling B2B buyers to secure operational stability, lower scrap rates, and ensure part longevity.