






 30 July 2026
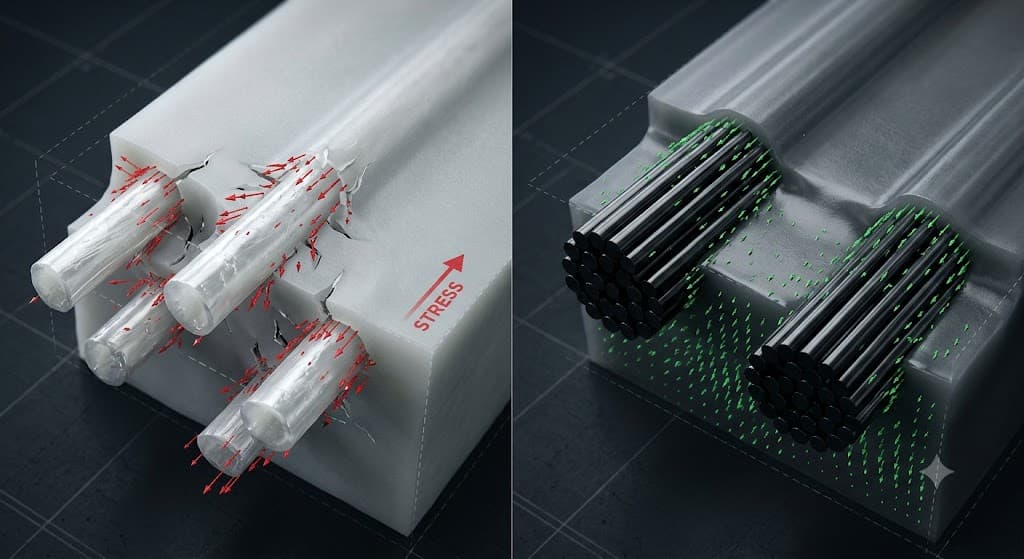
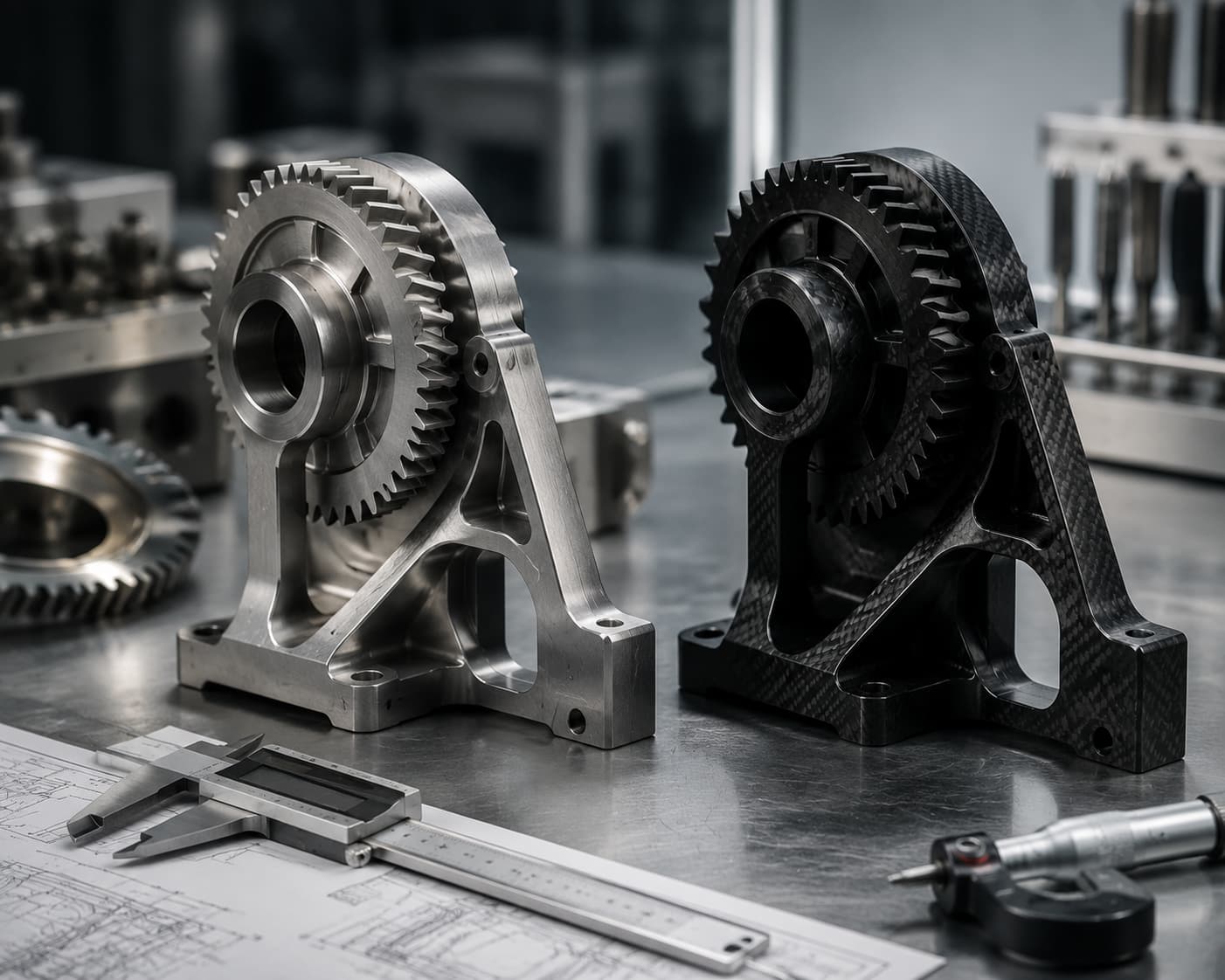
30 July 2026Operational environments and secondary physical properties often drive final material approval. Beyond static mechanical figures, friction behavior, thermal dissipation, and anisotropy play decisive roles. Glass fibers are abrasive and electrically insulating; under high-velocity friction or cyclic vibration, exposed fibers can accelerate wear on mating metal surfaces and build static charge. Carbon fiber offers intrinsic lubricity, electrical conductivity, and thermal dissipation. CF-reinforced nylon thrives in unlubricated gears, dynamic bearings, and explosion-proof housings where static dissipation and heat transfer matter. However, carbon fibers exhibit sharper flow-induced orientation during injection molding than glass fibers, resulting in pronounced anisotropy. Without optimized gating and warp analysis, non-uniform shrinkage can trigger internal stress concentration and dimensional distortion. Evaluating cost requires shifting from raw material price per kilogram to total cost per part and system-level efficiency. Carbon fiber modified nylon compound pricing can be 4 to 8 times higher than equivalent GF-filled polyamide grades. This initial cost difference often deters procurement teams. Yet, in automotive powertrains, robotics end-effectors, drone frames, and high-speed textile machinery, the weight savings directly lower motor loads and energy consumption while sharpening dynamic response. Furthermore, replacing machined aluminum or die-cast metal parts with single-shot molded CF-nylon eliminates secondary CNC machining, deburring, and surface treatment. When factoring in operational energy reduction and process consolidation, high upfront CF material costs are frequently offset over the production lifecycle. For high-volume enclosures, pump impellers, and power tool housings where space is unconstrained and cost efficiency is paramount, GF-reinforced nylon remains the pragmatic baseline.